
Мова

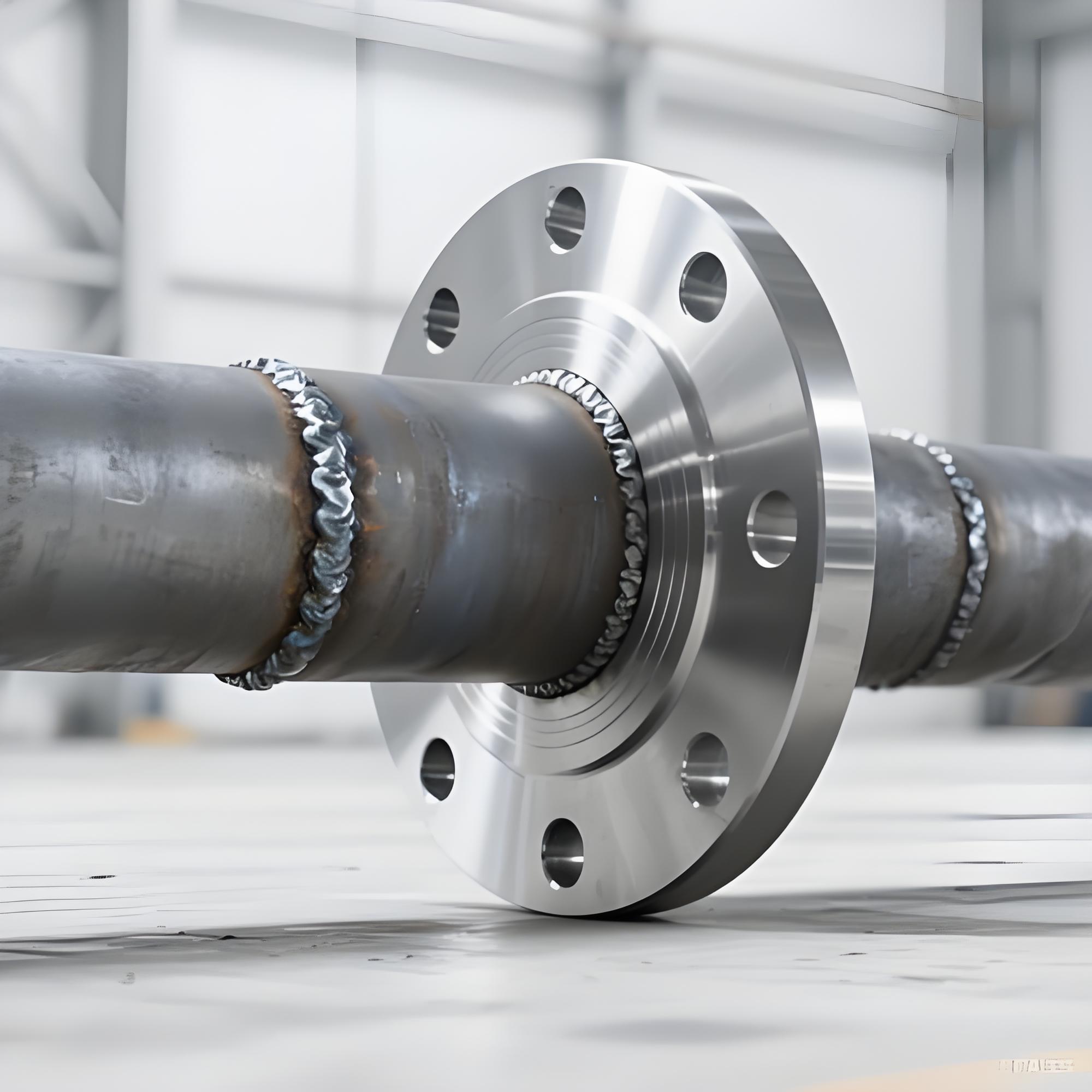
Стикове зварювання — це метод зварювання, при якому кінці двох заготовок розміщуються один навпроти одного, нагріваються одночасно по всій торцевій поверхні, і тиск є практичним для досягнення атомного зв’язку між двома заготовками в твердому стані, таким чином з’єднуючи їх в одну частину.
Щоб допомогти вам краще зрозуміти, наведено порівняння з багатьох точок зору:
| Елемент порівняння |
Стикове зварювання |
Розеткове зварювання |
| Спосіб підключення |
Кінці вирівнюються врівень і зварюються безпосередньо |
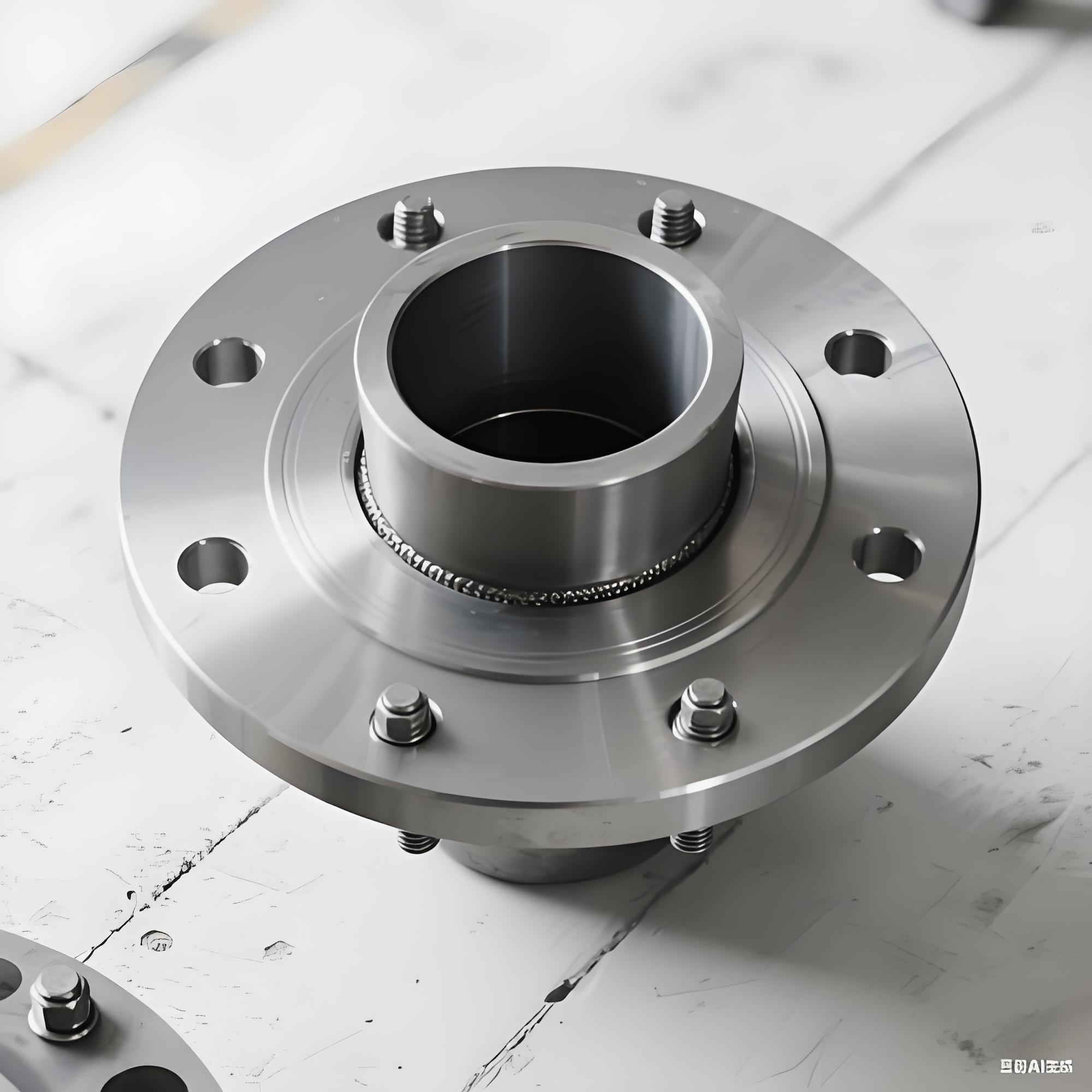
Один кінець вставляється в інший і зовні приварюється углу |
| Діапазон розмірів труб |
Зазвичай використовується для DN50 і вище |
Зазвичай використовується для DN50 і менше |
| Тип зварного шва |
Зварювання встик, повний провар |
Кутовий шов, не повністю проварений |
| Внутрішній розрив |
Без сходинки, гладка внутрішня стінка |
Існує зазор, який може накопичувати середовище або викликати корозію |
| Метод перевірки |
Можливість рентгенографії (РТ), висока надійність |
Важко піддається рентгенограмі (RT), переважно MT або PT |
| Здатність міцності |
Здатний витримувати більш високий тиск, температуру і втомні навантаження |
Підходить для низького тиску та статичних умов |
| Елемент порівняння |
Стикове зварювання |
Фланцеве з'єднання |
| З'єднання Природа |
Постійний, незнімний |
Знімний, простий в обслуговуванні та заміні |
| Точка ущільнення |
Відсутність ущільнення прокладки; сам зварний шов є ущільненням |
Спирається на прокладки та болти; існують потенційні точки витоку |
| Умови обслуговування |
Висока температура, високий тиск, різкі температурні цикли |
Звичайні умови, можна оновити за допомогою різних рейтингів прокладок |
| Встановлення та обслуговування |
Потрібен кваліфікований зварювальник; важко модифікувати після зварювання |
Швидка збірка з затягуванням болтів; зручний для огляду |
| Вага та простір |
Компактна конструкція, відсутність фланців, економить простір і матеріал |
Фланці займають більше місця, збільшують вагу та вартість |
| Типові програми |
Основні паропроводи, водневі сервісні лінії, з’єднання високотемпературних клапанів високого тиску |
Інтерфейси обладнання, клапани або секції труб, які потребують регулярного розбирання |

| Елемент порівняння |
Стикове зварювання |
Різьбове з'єднання |
| Надійність герметизації |
Надзвичайно високий, немає витоку (якщо зварний шов міцний) |
Низький, покладається на герметик або PTFE стрічку; може ослабнути під впливом вібрації |
| Обмеження тиску/температури |
Може використовуватися для надвисокого тиску та надвисокої температури |
Обмежується середнім/низьким тиском і нормальною або помірною температурою |
| Міцність з'єднання |
Сплавлений цільно, міцність близька до основного металу |
Концентрація напруги в корені різьби |
| Складність встановлення |
Потрібне зварювальне обладнання та кваліфікований зварювальник |
Потрібен лише ручний інструмент; можна швидко зібрати на місці |
| Ризик витоку |
Майже немає витоку, якщо зварювання є міцним |
Витік може відбуватися поступово через зміну температури або вібрацію |
Одним реченням: стикове зварювання є найміцнішим, найнадійнішим і нерознімним способом з’єднання, придатним для важких умов експлуатації з великим отвором, високою температурою, високим тиском і без витоків.











")